Build an intelligent manufacturing ecosystem to empower the digital transformation of the industry




技术应用于全球75%的智能手机制造




技术应用于全球80%的医疗器械






项技术专利
项世界首创技术
项世界之最
胡润世界500强第484位
家中国客户

海克斯康发展史、工业软件、汽车智造、航空智造、电子智造、智慧教育、智慧医疗、精密制造智能、制造单元石化海事电力可持续发展、智慧矿山、智慧建设轨道交通应急安全检测、智慧城市、城市实景三维、城市地下空间
(最多20人,超过5人另外成团)
赋能智能制造高质量发展
赋能行业数字化转型
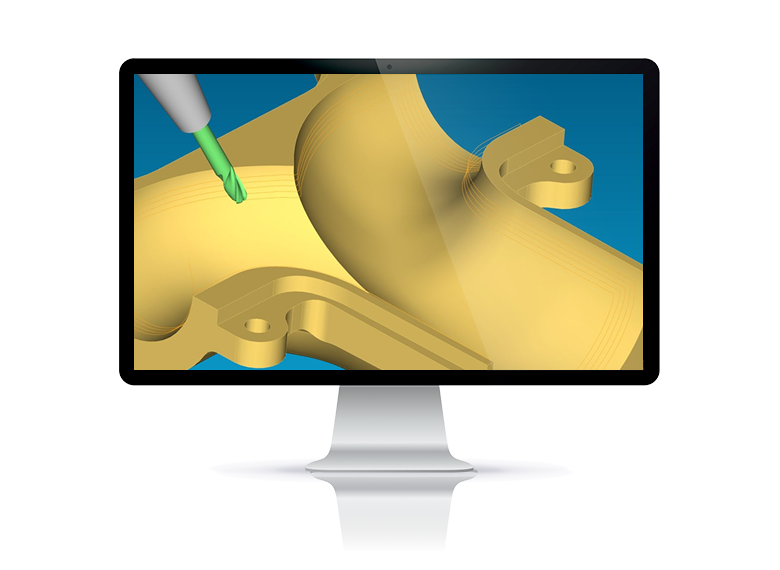
工业互联网及工业软件
流程型企业设计/建造/数字化运维/资产管理
城市实景三维/城市更新
智慧城市/园区/矿山解决方案
以上均可根据学员需求定制课程
(含100人,超过100人,每人收费50元 )
员工餐厅(四菜一汤、主食、水果)
热饮/冷饮/咖啡/茶/水果/零食
公司名称: 海克斯康制造智能技术(青岛)有限公司
银行账号: 37150198822700005818
银行名称: 中国建设银行股份有限公司青岛城阳支行
银行行号: 105452105013
汇入行地址: 山东省青岛市城阳区正阳中路200号
备注栏注明: 数字文化之旅
发票:电子票、纸质票均可。

海克斯康制造智能

海克斯康工业软件
 鲁公网安备37020002000329号
鲁公网安备37020002000329号